Plastic mold design is based on correct plastic product […]
Plastic mold design is based on correct plastic product design. Mold design and manufacturing are closely related to plastic processing. The success or failure of plastic processing depends largely on the mold design effect and mold manufacturing quality. The structural elements that plastic mold design needs to think of are:
1. Parting surface, that is, the contact surface where the concave mold and the convex mold cooperate with each other when the mold is closed. The selection of its location and form is affected by factors such as product shape and appearance, wall thickness, molding method, post-processing technology, mold type and structure, demolding method and molding machine structure.
2. Structural parts, namely sliders, inclined tops, straight top blocks, etc. of complex molds. The design of structural parts is very critical, and it is related to the life of the mold, processing cycle, cost, product quality, etc. Therefore, the design of the core structure of complex molds requires the designer to have a higher comprehensive ability, and the pursuit of simpler, more durable and more economical is as much as possible. Design.
Mold structure design
Plastic parts are small in size, low in product accuracy, and require good performance, no cracks, and bending resistance, and mass production is required. This time the mold is designed as a one-mold eight-cavity structure, and the following problems have been solved
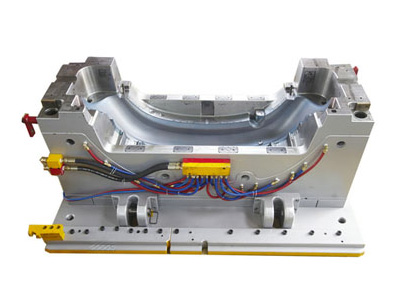
1. The balance of the gating system. Multi-cavity molds should be designed so that all cavities are fed at the same time as much as possible. Due to the increase in the number of cavities, the length of the runner must increase. Before the melt reaches the cavity, the injection pressure And there will be a large loss of heat of the melt. If the shunt design is slightly unreasonable, the plastic parts may have defects, such as a cavity or several cavities that are not full, or are filled immediately, but there are such as poor welding or internal organization. For defects such as looseness, if the injection pressure is increased, flash will easily occur. The design of the runners in the thesis adopts an unbalanced arrangement. By setting the size of the gate and runners, the injection process is adjusted to the value to ensure that the shrinkage rate of each cavity is consistent, and the plastic parts with the most high-precision requirements are guaranteed to be mutually. For flexibility, the position of the gate is set on the thick end of the plastic part, which is marked as the Y end, which is conducive to flow and feeding, and can also avoid the generation of weld marks. The molecules have orientation to meet the requirements of bending without breaking.
2. Cooling system design The design principle of this cooling device is to design the cooling device on the basis of not increasing the structure of the mold itself. Under the premise that the transfer area required for cooling and the mold structure allow, the number of cooling circuits is as large as possible Multi-design, and the cooling channel aperture is as large as possible, the cooling water holes are machined on the upper and lower cavity plates and the movable and fixed template. When installing, the cooling water holes of the upper cavity plate and the water holes of the fixed template are butted, and then sealed with a sealing ring , The cooling water hole of the lower cavity plate is butted with the water hole of the movable mold plate, and is also sealed with a sealing ring, and the water holes are arranged on the upper and lower cavity plates and the movable mold plate.
www.xlpmould.net
Add: No.9 Hengtai Road, Tinghu Economic Development Zone, Yancheng City, Jiangsu, China
Tel: 0086-515-89806501
Fax: 0086-515-89806502
E-mail: [email protected]

 TOP
TOP